


















ワルフタン合金円 WNiFe



|
商品の詳細:
|
|
| 起源の場所: | 中国 |
|---|---|
| ブランド名: | JX |
| 証明: | ISO 9001 |
| モデル番号: | YG8/YG15 |
|
お支払配送条件:
|
|
| 最小注文数量: | 2個 |
| パッケージの詳細: | ショック吸収フォームボードを備えた合板ボックス |
| 受渡し時間: | 15-25日 |
| 支払条件: | L/C、D/A、D/P、T/T、ウェスタンユニオン、マネーグラム |
製品の説明
概要
トルンプトンカルビッド・ダイは,主要硬相としてトルンプトンカルビッド (WC) と結合剤としてコバルト (Co) と他の材料から作られた高性能形状ダイで,粉末金属urgiを使用する.超高硬度で耐磨性があり,金属・プラスチック加工のコア機器です.特に非鉄金属または特殊合金からワイヤを引くまたは鍛造する過程で処理精度と生産効率を大幅に向上させることができます.
タングメン カービッド の 利点
ワルフタンカービッド・ダイス 仕様
| グラード | YG8/YG15/YG20 |
| 過剰摂取 | 10~120mm |
| 長さ | 12~50mm |
| アパルチャー | 1~67mm |
| 硬さ | ≥87HRA |
| 密度 | 14.4-15.87g/cm3 |
| 表面 | 磨き 磨き |
| 配達時間 |
ASTM,GB |
| 認定 | ISO 9001 |
シメント化炭化水素用マースの適用
1ワイヤリングのために
| YG6X / YG6 | 細い線,色金属 (銅,アルミ,金,銀) | 細い粒の大きさ,高硬さ,耐磨性があるため,直径が小さいワイヤを引くのに適しています. |
| YG8 | 一般用途 (炭酸鋼,不?? 鋼,中細線) | このグレードは,耐磨性も強さも高く,性能のバランスを最も良くしており,最も広く使用されているグレードです. |
| YG15 | 鉄棒とチューブ (高炭素鋼,軸承鋼) | 高コバルト含有で,優れた硬さと高圧縮強度を有し,大きな変形と高ストレスを伴う引き出作業に適しています. |
2偽造用品
プロセス
1 指定されたグレード要件に従って,ウォルフタンカービード (WC) 粉末とコバルト (Co) 結合剤相粉末を正確に比例させます.
2 粉末の均等な分布と一貫した粒子の大きさを確保するために,混合のためにボールフライリングを使用します.
3 混合粉末を模具の穴に積んで,均質な密度を確保するために冷たいイソスタティックプレスを使用して作業部位を形作る.
4 高温シンタリングは真空または水素保護環境下で行われ,WC粒子とC結合体段階から密集したセメント化カービッド空白を形成する.
5 外径,高さ,端面は表面磨機と円筒磨機を使用して加工され,外径の許容性を確保する.
6 初期マイクロホールは電解処理加工 (EDM) を用いて作成され,ホールの位置偏差は0.002mm以内で制御され,模具コア形成の基準を提供します.
7 ダイヤモンドの研磨棒は,前もって掘削された穴を粗末に研磨するために使用され,穴の直径を徐々に目標サイズに近いものに拡大します.
8 高精度で高負荷の模具にコーティング処理が施され,耐磨性と使用寿命が向上します.
9 硬度検査,寸法検査,視覚検査,非破壊試験を含むプロセス全体における包括的な品質検査製品が国際輸出基準を満たしていることを保証する.
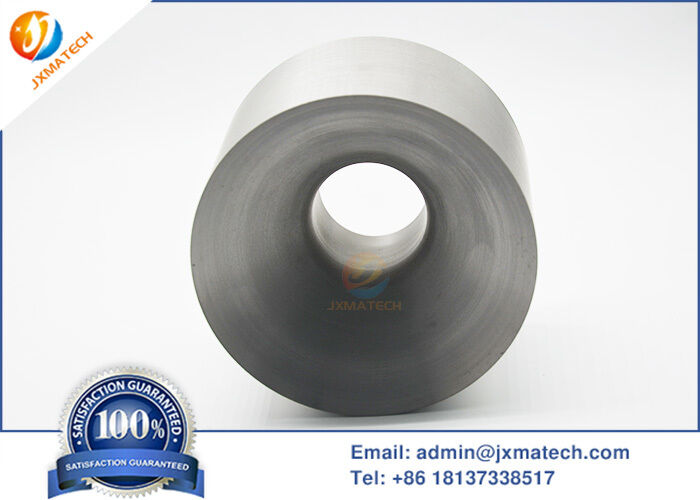
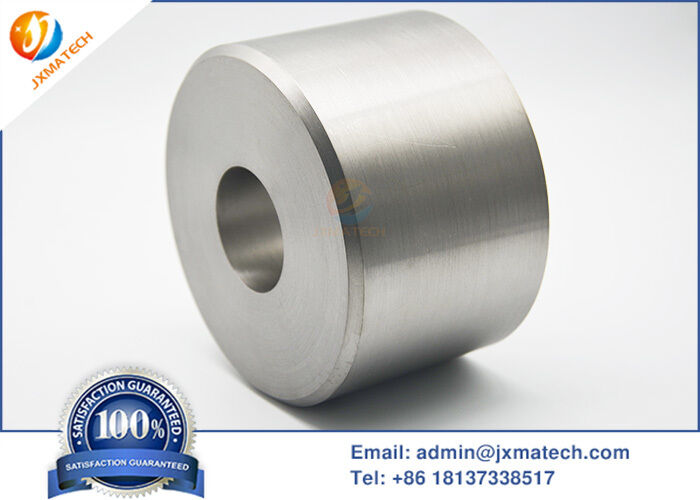
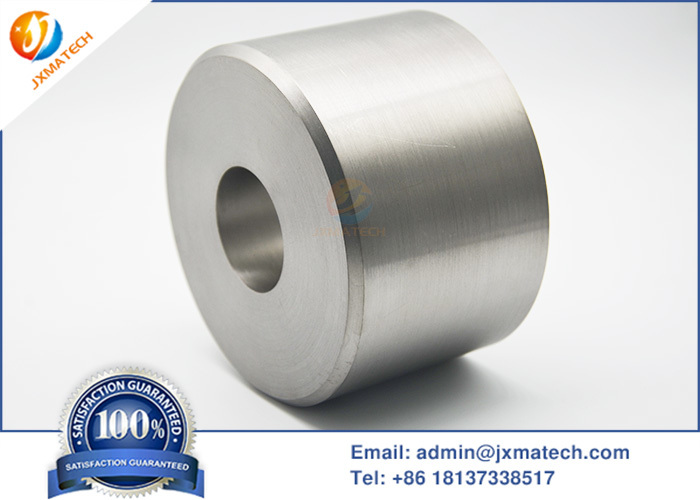
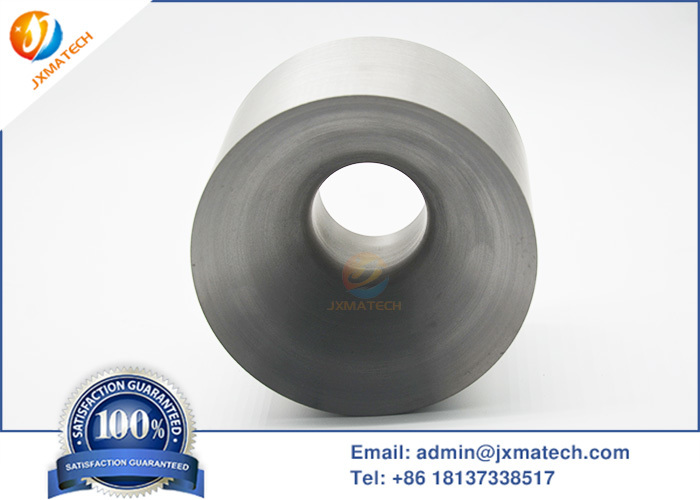
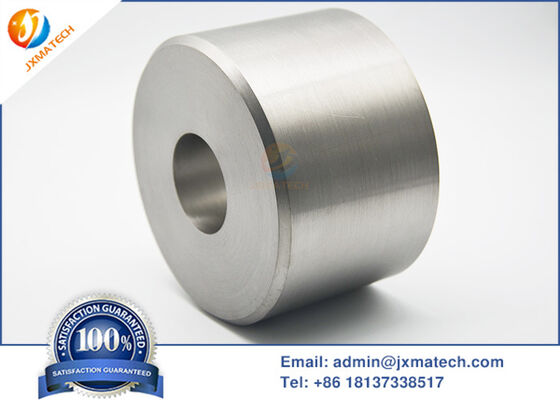
タングメン・カービッド・ダイス 画像
![]()
![]()
梱包
![]()
あなたのメッセージを入れて下さい
不運をもたらすMATECHは金属の解決の巧妙な提供者です。特にタングステンの合金、タングステンの銅、チタニウム、ジルコニウム、バナジウム、ハフニウム、放出させるターゲット、ノーベル金属等のようなプロダクトで、
| JINXING MATECH CO LTD |
| NO.57 KEXUEDADAOの道 |
| 86-371-18137338517 |
| admin@jxmatech.com |